1 4 mdf passes cnc machine I’d say 0.25 at 140 is a lot for the router and machine, but should be doable. Using a 1/4" flat endmill, 2 flutes, you can safely rough at 0.125 DOC and 100ipm. I’ve recently done 0.25 DOC at 80ipm without a problem. Check out our wood and steel planter box selection for the very best in unique or custom, handmade pieces from our outdoor planters shops.
0 · Rough pass feed and speed and depth for a 1/4 EM
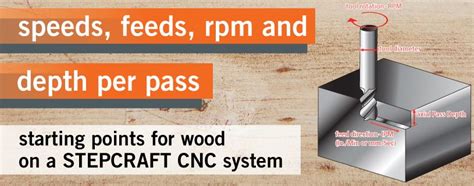
1 · Pass Depth Rule of Thumb
2 · MDF cutting in one pass : r/CNC
3 · MDF CNC Cutting: The 3 Most Helpful Tips
4 · How To Choose The Right CNC Router Tool For
5 · Feeds, speeds, and bits for plywood
6 · Feed Rate for 1/4" End Mill
7 · Cutting MDF on a CNC
8 · CUTTING 1/4 INCH THICK MDF
9 · CNC Speed/Feed Calculator – EdwoodCrafting
Since 1993 Wiska's COMBI junction box has been the enclosure of choice for electricians, engineers, installers, and designers accross the world. Available in 10 sizes and 3 colours, a COMBI junction box is quick and easy to install.
Rough pass feed and speed and depth for a 1/4 EM
But. assuming vacuum hold down and fairly good sized parts, you should be able to clean cuts on top and bottom if you use a 1/4" mortise compression @ 13,500 rpm around .
Pass Depth Rule of Thumb
Will the two straight flutes cut faster than the spiral end mill flutes? These questions are more for cutting one pass through 3/4 MDF. Is that even recommended, or should I take 2 . I've been successfully cutting MDF on a K2 CNC machine, details below: Bit: 1/4" two-flute spiral upcut Speed: 120ipm Depth of cut: 1/4" Rout
I cut 3/4" birch plywood or MDF in a single pass with a 3/8" compression bit, with no problem (400ipm, 14000rpm). But on my old machine I had to cut 1/8" passes with a 1/4" . I’d say 0.25 at 140 is a lot for the router and machine, but should be doable. Using a 1/4" flat endmill, 2 flutes, you can safely rough at 0.125 DOC and 100ipm. I’ve recently done 0.25 DOC at 80ipm without a problem. I created a Free CNC calculator to help sort a delicate balance between Feed Rates, Chip Loads, Spindle Speed, and Power that go into finding a CNC setup the optimizes finish quality and minimizes the time required.
If you are rough cutting 3/4 MDF or flake, I use a 1/2" Onsrud 60-053 at 14,500RPM and 1100 IPM. This is a slow helix hogging bit with a corrugated edge. Not so good for veneers or paint, .
I've been running them at 18K RPM, 50 IPM full depth (up to 3/4" on my machine) and one pass. They don't scream like the larger cutters can, and they cut like a laser. No tabs needed as the . MDF is a widely-used material in many building projects and household products. Here's our starter guide to cutting MDF with a CNC machine.
MDF cutting in one pass : r/CNC
MDF CNC Cutting: The 3 Most Helpful Tips
hammond manufacturing box steel gray 5.32 l x 3 w
A ¼” (6mm) will cut through 12mm in one pass but as long as your cutting-edge length is long enough you can cut 18mm with two passes, first pass of 12mm, 2nd pass of 6mm or two passes of 9mm each; Solid carbide tools .
But. assuming vacuum hold down and fairly good sized parts, you should be able to clean cuts on top and bottom if you use a 1/4" mortise compression @ 13,500 rpm around 300 ipm (.011 chipload) with no problem. You should adjust the feed down to lower chipload to accommodate your machine.
Will the two straight flutes cut faster than the spiral end mill flutes? These questions are more for cutting one pass through 3/4 MDF. Is that even recommended, or should I take 2 -4 passes? I've been successfully cutting MDF on a K2 CNC machine, details below: Bit: 1/4" two-flute spiral upcut Speed: 120ipm Depth of cut: 1/4" Rout
I cut 3/4" birch plywood or MDF in a single pass with a 3/8" compression bit, with no problem (400ipm, 14000rpm). But on my old machine I had to cut 1/8" passes with a 1/4" endmill, at 100ipm. I’d say 0.25 at 140 is a lot for the router and machine, but should be doable. Using a 1/4" flat endmill, 2 flutes, you can safely rough at 0.125 DOC and 100ipm. I’ve recently done 0.25 DOC at 80ipm without a problem.
I created a Free CNC calculator to help sort a delicate balance between Feed Rates, Chip Loads, Spindle Speed, and Power that go into finding a CNC setup the optimizes finish quality and minimizes the time required.If you are rough cutting 3/4 MDF or flake, I use a 1/2" Onsrud 60-053 at 14,500RPM and 1100 IPM. This is a slow helix hogging bit with a corrugated edge. Not so good for veneers or paint, but for templates, diewall ribs, general parts, etc. it works great. I've been running them at 18K RPM, 50 IPM full depth (up to 3/4" on my machine) and one pass. They don't scream like the larger cutters can, and they cut like a laser. No tabs needed as the chips pack into the cut. My machine is a Probotix Comet with a 1.5kw chinese spindle (ER-11).
MDF is a widely-used material in many building projects and household products. Here's our starter guide to cutting MDF with a CNC machine. A ¼” (6mm) will cut through 12mm in one pass but as long as your cutting-edge length is long enough you can cut 18mm with two passes, first pass of 12mm, 2nd pass of 6mm or two passes of 9mm each; Solid carbide tools can easily remove chips and knots in the MDF and pose less threat to the longevity of the blade. But. assuming vacuum hold down and fairly good sized parts, you should be able to clean cuts on top and bottom if you use a 1/4" mortise compression @ 13,500 rpm around 300 ipm (.011 chipload) with no problem. You should adjust the feed down to lower chipload to accommodate your machine.
Will the two straight flutes cut faster than the spiral end mill flutes? These questions are more for cutting one pass through 3/4 MDF. Is that even recommended, or should I take 2 -4 passes? I've been successfully cutting MDF on a K2 CNC machine, details below: Bit: 1/4" two-flute spiral upcut Speed: 120ipm Depth of cut: 1/4" Rout I cut 3/4" birch plywood or MDF in a single pass with a 3/8" compression bit, with no problem (400ipm, 14000rpm). But on my old machine I had to cut 1/8" passes with a 1/4" endmill, at 100ipm.
I’d say 0.25 at 140 is a lot for the router and machine, but should be doable. Using a 1/4" flat endmill, 2 flutes, you can safely rough at 0.125 DOC and 100ipm. I’ve recently done 0.25 DOC at 80ipm without a problem.
I created a Free CNC calculator to help sort a delicate balance between Feed Rates, Chip Loads, Spindle Speed, and Power that go into finding a CNC setup the optimizes finish quality and minimizes the time required.
If you are rough cutting 3/4 MDF or flake, I use a 1/2" Onsrud 60-053 at 14,500RPM and 1100 IPM. This is a slow helix hogging bit with a corrugated edge. Not so good for veneers or paint, but for templates, diewall ribs, general parts, etc. it works great. I've been running them at 18K RPM, 50 IPM full depth (up to 3/4" on my machine) and one pass. They don't scream like the larger cutters can, and they cut like a laser. No tabs needed as the chips pack into the cut. My machine is a Probotix Comet with a 1.5kw chinese spindle (ER-11).
MDF is a widely-used material in many building projects and household products. Here's our starter guide to cutting MDF with a CNC machine.
How To Choose The Right CNC Router Tool For
Feeds, speeds, and bits for plywood
[Safe & Efficient Heating] - Enjoy warm, home-cooked meals anywhere with WisaKey Electric Lunch Box Food Heater. Simply plug it in 20-30 minutes before mealtime for self-heating convenience. [4-in-1 Portable Food Heater] - WisaKey heated lunch boxes for adults support 110V & 220V home/office use, 12V car use, and 24V truck use.
1 4 mdf passes cnc machine|MDF cutting in one pass : r/CNC